Tel:+86-0572-2926332 / 2926337
E-mail:[email protected]
 简体中文
简体中文Prečo je odplyňovací rotor z nitridu kremíka najlepšou modernizáciou na tavenie hliníka
2026.04.20
Čo robí odplyňovací rotor z nitridu kremíka pri spracovaní hliníka
Odplyňovací rotor z nitridu kremíka je rotačný keramický komponent používaný v rotačnom odplyňovacom procese pre roztavený hliník. Jeho primárnou úlohou je rozptýliť inertný plyn - zvyčajne argón alebo dusík - do taveniny ako jemné, rovnomerne rozložené bubliny. Tieto bubliny stúpajú cez tekutý kov, pričom zachytávajú rozpustený plynný vodík a vynášajú ho z taveniny skôr, ako hliník stuhne. Ak sa vodík neodstráni, vytvorí sa pórovitosť v hotovom odliatku, čo oslabí diel a spôsobí prudké zvýšenie miery odmietnutia.
Rotor sedí na konci hriadeľa a otáča sa kontrolovanými rýchlosťami – zvyčajne medzi 200 a 600 ot./min. – pričom je ponorený v roztavenom hliníku pri teplotách v rozsahu od 680 °C do viac ako 760 °C. Za týchto podmienok má obrovský význam materiál, z ktorého je rotor vyrobený. Nitrid kremíka (Si₃N₄) sa ukázal ako dominantný materiál pre vysokovýkonné odplyňovacie rotory, pretože kombinuje výnimočnú odolnosť proti tepelným šokom, chemickú inertnosť voči roztavenému hliníku a mechanickú pevnosť spôsobom, ktorému sa žiadny konkurenčný materiál nevyrovná dlhodobému priemyselnému použitiu.
Prečo nitrid kremíka prekonáva iné materiály rotora
Odplyňovacie rotory sa historicky vyrábali z grafitu a grafit sa stále používa v operáciách s nižšou priepustnosťou. Avšak keramické rotory z nitridu kremíka do značnej miery vytlačili grafit v náročných zlievárenských prostrediach z jasných dôvodov. Pochopenie porovnania materiálov pomáha manažérom zlievarní odôvodniť vyššie počiatočné náklady na komponenty Si₃N₄.
Odplyňovacie rotory z nitridu kremíka vs. grafitu
Grafitové rotory sú lacné a ľahko sa obrábajú, ale pri prevádzkových teplotách sa postupne oxidujú, čo spôsobuje neustálu stratu materiálu. To znamená, že grafitové rotory sa musia často vymieňať – často každých niekoľko týždňov pri veľkoobjemových operáciách – a vedľajšie produkty oxidácie môžu kontaminovať taveninu, ak sa rotor neočakávane degraduje uprostred procesu. Rotory z nitridu kremíka neoxidujú pri teplotách spracovania hliníka a vykazujú zanedbateľnú reakciu s roztavenými zliatinami hliníka. Kvalitný Si3N4 odplyňovací rotor zvyčajne vydrží 3 až 10-krát dlhšie ako ekvivalentný grafitový rotor, čím sa dramaticky znižujú náklady na výmenu na jednotku a neplánované prestoje.
Nitrid kremíka vs. iná pokročilá keramika
Karbid kremíka (SiC) a oxid hlinitý (Al₂O₃) sú dve ďalšie pokročilé keramiky, ktoré sa niekedy používajú v aplikáciách s kontaktmi s hliníkom. Karbid kremíka má vynikajúcu tvrdosť, ale je náchylnejší na praskanie tepelným šokom ako nitrid kremíka, najmä počas rýchleho ponorenia do roztaveného kovu, ktoré charakterizuje odplyňovacie operácie. Oxid hlinitý má dobrú chemickú odolnosť, ale nižšiu lomovú húževnatosť, vďaka čomu je náchylný na mechanické otrasy spôsobené turbulenciou a náhodným kontaktom so stenami pece alebo panvy. Kombinácia vysokej lomovej húževnatosti (~ 6–7 MPa·m½), nízkeho koeficientu tepelnej rozťažnosti a silnej odolnosti voči tepelným šokom (tolerancia ΔT 500 °C alebo viac) z neho robí najspoľahlivejšiu trvanlivú možnosť v skutočných prevádzkových podmienkach zlievarne.
| Nehnuteľnosť | Nitrid kremíka (Si₃N₄) | Grafit | Karbid kremíka (SiC) |
| Odolnosť voči oxidácii | Výborne | Chudák | Dobre |
| Odolnosť voči tepelným šokom | Výborne | Dobre | Mierne |
| Lomová húževnatosť | Vysoká (6–7 MPa·m½) | Mierne | Mierne |
| Reakcia s roztaveným Al | zanedbateľné | Nízka – stredná | Nízka |
| Typická životnosť | Mesiace až 1 rok | týždňov | Mesiace |
| Náklady vopred | Vysoká | Nízka | Mierne–High |
Ako funguje proces rotačného odplyňovania s rotorom Si₃N₄
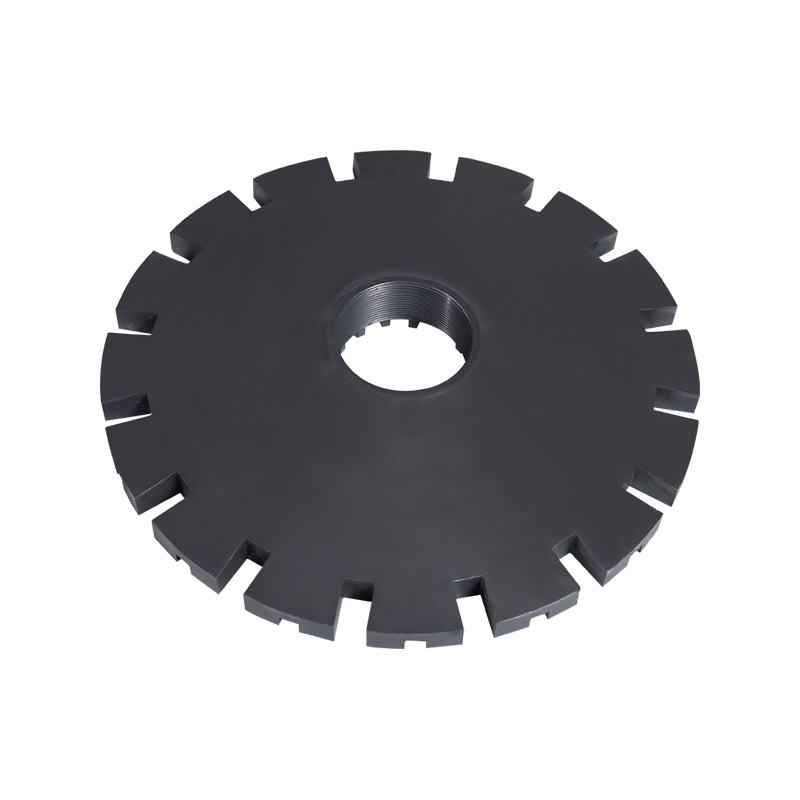
Rotačná odplyňovacia jednotka (RDU) pozostáva z motorového pohonu, hriadeľa a odplyňovacieho rotora na hrote. Rotor z nitridu kremíka má typicky tvar disku alebo obežného kolesa so stredovým vývrtom na dodávku plynu a radom radiálnych alebo šikmých štrbín, ktoré rozbíjajú prichádzajúci prúd inertného plynu na jemné bublinky, keď sa rotor otáča. Konštrukcia týchto štrbín – ich počet, uhol a hĺbka – výrazne ovplyvňuje distribúciu veľkosti bublín a tým aj účinnosť odplynenia.
Keď je rotor ponorený a otáča sa, inertný plyn sa privádza dole cez dutý hriadeľ a vystupuje cez rozptylové otvory rotora. Odstredivé pôsobenie spriadacieho rotora strihá plyn do bublín s priemerom typicky v rozsahu 1 až 5 mm. Menšie bubliny majú vyšší pomer povrchovej plochy k objemu, čo znamená väčšiu kontaktnú plochu medzi plynom a taveninou na jednotku použitého plynu – priamo zlepšuje účinnosť odstraňovania vodíka. Dobre navrhnutý odplyňovací rotor z nitridu kremíka dosahuje konečný obsah vodíka pod 0,10 ml/100 g hliníka, čo je prahová hodnota pre väčšinu aplikácií odlievania štruktúr.
Úloha rýchlosti rotora a prietoku plynu
Rýchlosť rotora a prietok plynu spolupracujú pri určovaní veľkosti a distribúcie bublín. Zvyšovanie otáčok rotora vo všeobecnosti vytvára jemnejšie bubliny, ale príliš vysoká rýchlosť vytvára turbulencie, ktoré vťahujú povrchové oxidy do taveniny – opak toho, čo sa má dosiahnuť odplyňovaním. Väčšina výrobcov rotorov z nitridu kremíka odporúča prevádzkové rýchlosti medzi 300 a 500 ot./min. pre odplyňovacie jednotky na báze panvy, s prietokom plynu 2 až 10 litrov za minútu v závislosti od objemu taveniny. Optimálna kombinácia je určená empiricky pre každú konfiguráciu pece a typ zliatiny pomocou testovania pri zníženom tlaku (RPT) alebo meraní indexu hustoty na overenie hladín vodíka.
Kompatibilita vstrekovania Flux
Niektoré rotačné odplyňovacie systémy súčasne vstrekujú taviace prášky (zvyčajne na báze chloridov alebo fluoridov) spolu s inertným plynom, aby sa zlepšilo odstraňovanie inklúzií a separácia odpadov. Odplyňovacie rotory z nitridu kremíka sú chemicky odolné voči zlúčeninám chlóru a fluóru používaným v týchto zmesiach tavív, zatiaľ čo grafitové rotory podliehajú zrýchlenej erózii v prítomnosti reaktívnych plynov. Táto kompatibilita robí z Si3N4 rotorov praktickú voľbu pre kombinované operácie odplyňovania a tavenia, kde sa vyžaduje súčasné odstraňovanie vodíka a inklúzna flotácia.
Kľúčové špecifikácie, ktoré je potrebné skontrolovať pri kúpe odplyňovacieho rotora z nitridu kremíka
Nie všetky rotory z nitridu kremíka sa vyrábajú podľa rovnakého štandardu. Keramický priemysel používa niekoľko druhov a metód spracovania Si3N4 a rozdiely sú značné pri vysokoteplotných aplikáciách. Tu sú technické špecifikácie, ktoré sú najdôležitejšie pri hodnotení alebo získavaní keramického odplyňovacieho rotora:
- Hustota a pórovitosť: Vysokokvalitný rotor z nitridu kremíka by mal mať sintrovanú hustotu najmenej 3,20 g/cm³, blízku teoretickému maximu 3,44 g/cm³. Nižšia hustota indikuje zvyškovú pórovitosť, ktorá oslabuje súčiastku a vytvára cesty pre infiltráciu roztaveného kovu pri rotačnom namáhaní. Požiadajte dodávateľov o certifikáciu hustoty pre každú výrobnú dávku.
- Spôsob spekania: Za tepla lisovaný nitrid kremíka (HPSN) a sintrovaný reakčne viazaný nitrid kremíka (SRBSN) sú dve najbežnejšie formy používané pri odplyňovaní. HPSN ponúka vyššiu hustotu a pevnosť, ale je drahšia a obmedzená na jednoduchšie geometrie. SRBSN umožňuje komplexnejšie profily rotorov so spoľahlivými vlastnosťami a je široko používaný pre odplyňovacie rotory v štýle obežného kolesa so zložitými plynovými kanálmi.
- Pevnosť v ohybe: Hľadajte minimálnu pevnosť v ohybe 700 MPa (meranú štvorbodovým ohybom podľa ISO 14704). Rotory pracujúce pri vysokých otáčkach v turbulentnom roztavenom kove sú vystavené skutočným ohybovým zaťaženiam a komponent pod touto hranicou je vystavený vyššiemu riziku prasknutia počas prevádzky.
- Typ pripojenia hriadeľa: Si3N4 rotory sa pripájajú k odplyňovaciemu hriadeľu pomocou závitového, prírubového alebo kolíkového spoja. Závitové spoje v keramike vyžadujú precíznu výrobu, aby sa zabránilo koncentrácii napätia v koreňoch závitu. Pred objednaním sa uistite, že geometria závitu a tolerancia zodpovedajú špecifikácii hriadeľa vašej odplyňovacej jednotky, pretože neštandardné lícovanie je hlavnou príčinou predčasného zlomenia rotora.
- Povrchová úprava a geometria plynového otvoru: Rozptylové otvory a štrbiny na rotore by mali byť presne opracované s hladkými vnútornými povrchmi, aby sa zabránilo turbulencii plynu na výstupnom bode. Hrubá alebo nekonzistentná geometria otvoru vytvára nerovnomerné rozloženie bublín, čím sa znižuje účinnosť odplyňovania. Ak ide o aplikácie kritické z hľadiska kvality, vyžiadajte si od dodávateľa rozmerové výkresy a špecifikácie povrchovej úpravy (hodnota Ra).
- Certifikácia testu tepelného šoku: Niektorí výrobcovia testujú rotory tak, že ich pred odoslaním niekoľkokrát cyklujú medzi teplotou okolia a 800 °C. Opýtajte sa, či dodávateľ vykonáva túto kvalifikáciu a či je k dispozícii osvedčenie o zhode. Testovanie tepelným šokom zachytí mikroprasknuté komponenty skôr, ako sa dostanú na vašu výrobnú linku.
Odvetvia a aplikácie, ktoré používajú odplyňovacie rotory z nitridu kremíka
Odplyňovacie rotory z nitridu kremíka sa používajú všade tam, kde je kvalita roztaveného hliníka kritickou výrobnou premennou. Priemyselné odvetvia, ktoré sa na ne spoliehajú, siahajú od veľkoobjemového odlievania automobilov až po presnú leteckú výrobu.
Odlievanie automobilov
Automobilový sektor je najväčším spotrebiteľom odplynených hliníkových odliatkov. Bloky motorov, hlavy valcov, piesty, skrine prevodoviek a konštrukčné komponenty podvozku vyžadujú hliník s nízkou pórovitosťou a vysokou integritou, ktorý spĺňa prísne špecifikácie mechanických vlastností. Operácie vysokotlakového liatia (HPDC) a nízkotlakového liatia (LPDC) prebiehajú nepretržite výrobné cykly, kde stála kvalita taveniny priamo ovplyvňuje množstvo odpadu a rozmerovú presnosť dielu. Rotory z nitridu kremíka sú štandardnou výbavou automobilových zlievarní práve preto, že ich dlhá životnosť a konzistentný výkon podporujú tesné riadenie procesov, ktoré sa vyžaduje v meradle.
Letecké hliníkové komponenty
Aplikácie v leteckom a kozmickom priemysle vyžadujú ešte prísnejšiu kontrolu nad obsahom vodíka v tavenine ako v automobilovom priemysle, pričom cieľové hladiny sú často pod 0,08 ml/100 g. Konštrukčné komponenty draku lietadla, rebrá krídel, armatúry trupu a kryty turbín vyrobené z hliníkových zliatin ako 2024, 6061 a 7075 sú vystavené únavovému zaťaženiu, kde podpovrchová pórovitosť iniciuje praskliny. Presnosť odplyňovania dosiahnutá rotorom z nitridu kremíka v kombinácii s jeho prevádzkou bez kontaminácie ho robí vhodným pre požiadavky na sledovateľnosť a dokumentáciu kvality leteckých dodávateľských reťazcov.
Sekundárna recyklácia hliníka
Sekundárne hliníkové huty spracúvajú recyklovaný šrot, ktorý prináša výrazne vyššie hladiny vodíka, oxidov a inklúzií ako primárny hliník. Odplyňovanie je preto intenzívnejšie v sekundárnych operáciách s dlhšími cyklami úpravy a väčšími objemami plynu. Odplyňovacie rotory z nitridu kremíka odolávajú tomuto náročnejšiemu prevádzkovému režimu lepšie ako grafitové alternatívy, ktoré obzvlášť rýchlo erodujú pri predĺžených cykloch spracovania a zvýšených rýchlostiach vstrekovania toku, ktoré sú bežné v recyklačných peciach.
Kontinuálne odlievanie a valcovanie
In-line odplyňovacie jednotky sa používajú v linkách kontinuálneho odlievania na výrobu hliníkových plechov, fólií a predvalkov. V týchto systémoch roztavený hliník nepretržite prúdi okolo jedného alebo viacerých rotujúcich odplyňovacích rotorov inštalovaných v spracovacej nádobe medzi pecou a odlievacou stanicou. Keramický odplyňovací rotor v tejto aplikácii musí udržiavať konzistentný výkon počas predĺžených neprerušovaných chodov – niekedy dní alebo týždňov – bez výmeny. Trvanlivosť nitridu kremíka v týchto podmienkach nepretržitej prevádzky z neho robí materiál voľby pre inline rotorové systémy od výrobcov ako Pyrotek, Foseco a Almex.
Správna inštalácia a manipulácia s odplyňovacími rotormi z nitridu kremíka
Aj ten najlepší rotor z nitridu kremíka predčasne zlyhá, ak sa s ním nesprávne manipuluje alebo ho nainštaluje. Keramické komponenty vyžadujú väčšiu starostlivosť ako kovové, pretože sú krehké – majú vysokú pevnosť v tlaku, ale nízku toleranciu voči nárazu, ohybu a nerovnomernému zaťaženiu.
- Pred ponorením predhrejte: Rotor z nitridu kremíka pri izbovej teplote nikdy neponárajte priamo do roztaveného hliníka. Tepelný šok, dokonca aj pre materiál s vysokým ΔT, výrazne zvyšuje riziko zlomenín. Predhrejte rotor nad povrchom taveniny pomocou sálavého tepla z pece aspoň 15 až 30 minút pred jeho spustením. Niektoré operácie používajú vyhradenú predhrievaciu stanicu. Tento jediný postup je najbežnejším faktorom, ktorý oddeľuje operácie s vynikajúcou životnosťou rotora od operácií s častými poruchami.
- Pred inštaláciou skontrolujte mikrotrhliny: Pred montážou každý rotor vizuálne skontrolujte. Ak vizuálna kontrola nie je presvedčivá, použite kontrolu penetrantu farbiva (DPI) alebo testovanie penetrantu kvapaliny. Voľným okom neviditeľná vlasová trhlina sa môže pri prevádzkovom napätí rýchlo šíriť a spôsobiť zlomenie rotora v tavenine – kontaminuje hliníkovú náplň a vytvára nebezpečnú situáciu.
- Správne utiahnite spojenie hriadeľa: Prílišné utiahnutie závitového spojenia medzi hriadeľom a Si3N4 rotorom je častou príčinou zlomenia koreňa závitu. Dodržujte špecifikáciu krútiaceho momentu výrobcu – zvyčajne 10 až 25 N·m v závislosti od veľkosti závitu a geometrie rotora – a namiesto odhadu podľa pocitu použite momentový kľúč.
- Pred prevádzkou skontrolujte súososť hriadeľa: Nesprávne nastavený hriadeľ prenáša ohybové momenty na rotor počas otáčania, čo v kombinácii s tepelným a chemickým zaťažením taveniny koncentruje napätie na rozhraní hriadeľa a rotora. Pred prvým použitím a po akejkoľvek údržbe pohonnej jednotky skontrolujte súosovosť hriadeľa pomocou číselníka.
- Zabráňte kontaktu so stenami pece a okrajmi panvy: Vyškolte operátorov, aby spúšťali odplyňovaciu jednotku do stredu taveniny, ďaleko od žiaruvzdorných stien. Kontakt medzi spriadacím rotorom a tvrdým povrchom – dokonca aj krátky – môže odštiepiť alebo popraskať keramiku. Počas prevádzky udržujte medzi rotorom a akýmkoľvek povrchom pece minimálnu vzdialenosť 50 mm.
Hodnotenie celkových nákladov na vlastníctvo pre Si₃N₄ rotory
Počiatočná cena odplyňovacieho rotora z nitridu kremíka je zvyčajne 3 až 6-krát vyššia ako cena porovnateľného grafitového rotora. Táto medzera v nákupnej cene vedie k tomu, že niektoré operácie sa predvolia na grafit bez vykonania úplného porovnania nákladov. Keď sa správne vypočítajú celkové náklady na vlastníctvo (TCO) – vrátane frekvencie výmeny, práce, prestojov a vplyvu na kvalitu taveniny – nitrid kremíka neustále prináša nižšie náklady na tonu spracovaného hliníka.
Zoberme si typickú veľkoobjemovú zlievareň spracúvajúcu 200 ton hliníka mesačne. Grafitový rotor môže vydržať 3 až 4 týždne pred potrebou výmeny, čo má za následok 12 až 16 výmen rotora za rok, pričom každá si vyžaduje odstávku pece a prácu technika. Rotor z nitridu kremíka v rovnakej aplikácii môže vydržať 6 až 12 mesiacov, čím sa zníži počet výmen na 1 až 2 za rok. Počas 12-mesačného obdobia, aj keď každý Si3N4 rotor stojí päťkrát viac ako grafit, zníženie frekvencie výmeny, nákladov na prácu a prerušenia výroby vedie k čistým úsporám 30 až 60 % v závislosti od prevádzkových špecifík.
K výpočtu nákladov patrí aj rozmer kvality taveniny. Degradácia grafitového rotora zavádza jemné uhlíkové častice do taveniny, ak sa rotor neočakávane poškodí. Tieto inklúzie môžu spôsobiť chyby odliatku, ktoré vedú k zošrotovaniu dielov – náklady, ktoré je ťažké vyčísliť na rotor, ale sú veľmi reálne pri výrobe citlivej na kvalitu. Nereaktívny charakter nitridu kremíka za normálnych prevádzkových podmienok úplne eliminuje toto riziko kontaminácie, čo má merateľnú hodnotu v systémoch kvality v leteckom a automobilovom priemysle, kde sa sleduje a penalizuje šrot súvisiaci s inklúziami.
Riešenie bežných problémov s keramickými odplyňovacími rotormi
Dokonca aj dobre udržiavané rotory z nitridu kremíka sa stretávajú s problémami. Včasné rozpoznanie symptómov bežných problémov umožňuje nápravné opatrenia skôr, ako dôjde k úplnému zlyhaniu rotora alebo šarži neštandardných odliatkov.
Nedostatočné odstraňovanie vodíka napriek správnym parametrom
Ak merania indexu hustoty ukazujú hladiny vodíka nad cieľovou hodnotou, aj keď sú otáčky rotora a prietok plynu správne nastavené, najčastejšou príčinou sú čiastočne zablokované plynové otvory na rotore a únik plynu pred rotorom. Po ochladení vyberte rotor a skontrolujte disperzné otvory, či nie sú upchaté oxidom hlinitým – bežný problém, keď rotor zostane v tavenine, keď sa jednotka prestane otáčať. Pred opätovnou inštaláciou prefúknite stlačený vzduch cez plynový kanál, aby ste sa uistili, že prúdenie neprekáža.
Viditeľná erózia rotora alebo jamky
Povrchová erózia na rotore z nitridu kremíka je za normálnych podmienok neobvyklá, ale môže sa vyskytnúť, ak sa rotor používa s vysoko agresívnymi zmesami taviva v koncentráciách, ktoré presahujú odporúčanie dodávateľa, alebo ak tavenina obsahuje zvýšené hladiny alkalických kovov (sodík, vápnik) z kontaminovaného odpadu. Ak spozorujete eróziu, znížte koncentráciu taviva a skontrolujte kvalitu vstupu šrotu. Silná erózia, ktorá mení geometriu rotora, ovplyvňuje distribúciu bublín a mala by sa považovať za dôvod na výmenu, aj keď je rotor inak neporušený.
Zlomenie rotora počas prevádzky
Zlomenie rotora na odplyňovanie nitridu kremíka počas prevádzky je vážnou udalosťou, ktorá si vyžaduje kontrolu taveniny a prípadne jej zošrotovanie. Najčastejšími príčinami sú teplotný šok z nedostatočného predohrevu, prekrútený hriadeľový spoj, nesprávne vyrovnaný hriadeľ a náraz do stien pece. Vyšetrovanie po poruche by malo preskúmať všetky tieto faktory pred uvedením náhradného rotora do prevádzky. Skontrolujte povrch lomu: zlomenina pochádzajúca zo závitu hriadeľa indikuje nadmerný krútiaci moment alebo koncentráciu napätia; zlomenina cez čelo obežného kolesa naznačuje tepelný šok; zlomenina na vonkajšom priemere naznačuje poškodenie nárazom.
Horúce produkty












Kontaktujte nás a získajte cenové ponuky!
Dajte nám vedieť, čo chcete, a my sa s vami čo najskôr spojíme!
Budeme pokračovať vo vývoji a výrobe pokročilejších keramických materiálov pre priemysel spracovania hliníka.
Naskenujte mobilný QR kód
Kontaktovať
 +86-18501518842 / +86-13587222672
+86-18501518842 / +86-13587222672 +86-0572-2926332 / 2926337
+86-0572-2926332 / 2926337 +86-0572-2926335
+86-0572-2926335 [email protected] / [email protected] /
[email protected] / [email protected] /  Budova č. 11, South Taihu High-tech Intelligent Manufacturing Industrial Park, okres Wuxing, mesto Huzhou, Zhejiang, Čína
Budova č. 11, South Taihu High-tech Intelligent Manufacturing Industrial Park, okres Wuxing, mesto Huzhou, Zhejiang, Čína
Copyright© 2024 Zhejiang Shangguijuli Special Material Technology Co., Ltd. All Rights Reserved. Dodávateľ keramického materiálu
